手 机:18523963297崔工
Q Q:1015646647
地址:重庆市九龙坡区石桥铺华宇名都商务楼19-1

|
直流电机具有良好的起制动性能,调速范围广泛,且直流调速技术在理论上和实践上都比较成熟,国内的大部分复卷机都采用直流调速器传动。以前的复卷机大都采用分立元件组成的直流调速直流调速器,用模拟电路进行控制。由于复卷机传动控制系统的前后底辊和退纸辊的负载在卷纸退卷过程中是随时变化的、非线性的量,这种控制方法的缺陷有三点: (1)模拟调节器参数固定,难以适应参数的大范围变化; (2)用模拟器件难以实现记忆存储和复杂的计算; (3)模拟控制方式难以实现非线性、自适应和最优控制规律。 针对这些不足,新一代的数字式直流调速器在主电路上采用模块化结构,主控回路采用集成化电路,再加上微处理器存储记忆、计算、判断、通讯、内部数字化量的传递与控制,而且可根据实际需要对直流调速器的控制参数进行修改和组态,以实现复卷机电气传动的智能控制。现以广州某纸厂为例重点介绍ABBDCS800直流调速器在复卷机主传动控制系统中的应用。 1 ABBDCS800直流调速器的通用控制 ABBDCS800直流调速器集含了DCS400直流调速器的简易性、DCS500直流调速器的可编程性、DCS600直流调速器的司控制性以及与AC传动的可通用性,具有一般的直流调速直流调速器的控制功能。直流调速器的数字量输人输出端口可用于复卷机主传动点的联锁及互锁动作;模拟量输人输出端口可用于速度、张力、卷径预置、传动单元间的负荷分配、速度跟踪等,内部功能模块中含有速度、电流模块,可实现常规的双闭环控制,利用PID模块还可实现多环控制以及对特定量的调节;转矩控制模块可精确地实现直流调速器对电机的转矩控制,斜坡输人模块可用于速度或张力的输人,使这些量的输出不受冲击;卷径计算模块实现对退卷卷径的实时计算;锥度控制模块可以对控制量进行锥度控制;磁场控制模块实现磁场精确的电流闭环控制,可实现弱磁调速。 双支撑辊下引纸复卷机影响成品纸卷形态的主要因素有:压制辊压力控制、退卷纸幅张力控制、前后底辊之间的转矩程序控制、S曲线特性的升降速控制。复卷机在生产过程中要求引纸时退纸辊工作在电动状态,正常运行时为发电制动状态,断纸时能够快速制动,采用直流传动能够方便地实现这些功能。具体由前底辊、后底辊和退纸辊三个传动点组成,其中后底辊为主要传动单元。对三个传动点的主回路控制,总体上都采用转速电流双闭环控制,由ABBDCS800内部组态模块来实现,而PLC用于总体管理、压纸辊的压力程序控制、退纸辊的张力控制。 1.1压纸辊的压力控制 压纸辊压力一是保证纸卷与底辊间产生足够的摩擦力防止打滑,二是直接影响纸卷的硬度。它的控制方法是根据压力数学模型,得出压纸辊压力与成品纸卷直径关系曲线如图1 列表并存人PLC,运行时PLC检测直径的大小并查表即可。程序功能由PLC完成,首先必须通过DCS800的卷径计算器检测成品纸卷直径,然后将卷径信号由 PLC从D C S800的空闲输出端口读取,压力信号由PLC输出到DCS800直流调速器的输出端口,并输出到电液比例放大器。主程序的流程如图2。 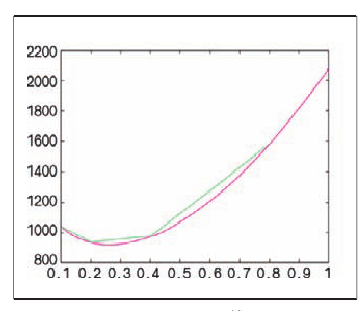 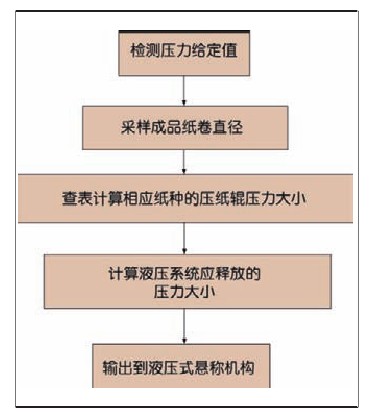 图2PLC压力控制程序流程 1.2前后底辊的转矩控制 纸卷是在压纸辊与前后底辊之间卷取的,由后底辊给前底辊一定比例的线速给定,如给的速度比它本身高,而实际的线速度是一样的,前底辊带着后底辊跑,前底辊所带负载大于后底辊,纸卷将卷得紧,相反就卷得松。要实现纸卷由里到外是由紧到松变化,利用DCS800直流调速器的锥度功能模块完成前后底辊的负荷分配计算。 对前底辊的具体控制如下:利用后底辊DCS800直流调速器的数字量输人端子,实现引纸与运行间的车速给定切换;运用模拟量端子实现运行车速给定;利用模拟量输出端子,经过系统内部进行I/O配置后,输出速度控制信号和电枢电流控制信号;利用功能模块实现S型升降速控制及引纸与运行之间进行切换时的速度复位控制,在DCS800直流调速器的功能模块中,有S型斜坡函数发生器,通过设置它的上升时间及下降时间来设置积分时间常数,还可设置S百分数,使得速 度环的速度给定是按斜坡规律上升的、呈S型变化的信号,满足复卷机的起动平稳的要求;利用DCS800直流调速器的速度环和电流环实现双闭环控制。 对后底辊的具体控制如下:利用模拟输人端子接后底辊的模拟量输出端子,接收后底辊对前底辊的速度及电流给定信号,校准后作为前底辊的控制信号,其中速度信号直接送至速度环的输人端;利用直流调速器的速度环和电流环实现双闭环控制系统;前底辊的电流受两方面的控制二作为前底辊电流环给定信号的速度环输出信号和作为前底辊电流环限幅值的后底辊的电流输出信号;利用模拟输人端子作为前后底辊间的负荷分配控制,控制成品纸卷的松紧度。前后底辊的控制组态如图3所示。 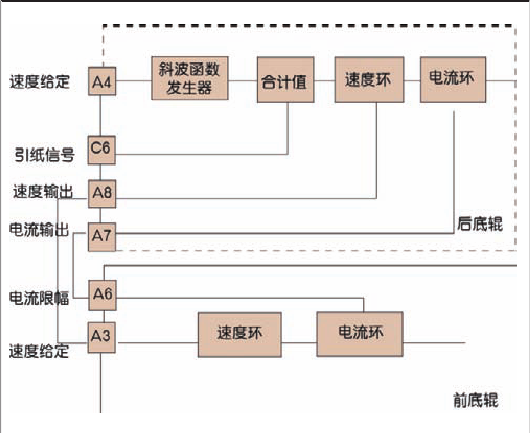 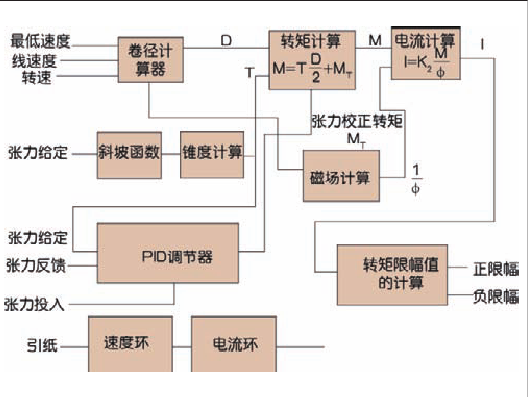 图3前后地辊的控制组态 图4张力控制的组态 1.3退纸辊电机直流调速器的控制 从退纸辊的控制特性分析,退纸辊的控制关键在于退卷张力的控制。纸幅的退卷张力运动方程为: T=SY/L*f(V2-V1)dt 其中:T-纸张承受的压力 S-纸张的截面积 l-前后地辊两传动点之间的距离 Y-纸张的弹性力量 由于张力波动是由线速度波动引起的,从式中也可以看出,要保持张力恒定,必须保持线速度恒定,就需卷绕功率为恒定值。按张力控制方式的不同,可以分为间接张力控制和直接张力控制,由于厂家对控制精度的要求,这里采用直接张力控制与}/D二常数的扰动补偿控制及间接张力结合起来的控制方法。张力环由电流内环和张力外环完成,考虑到张力环的大时间滞后以及可能受到的震动的噪声干扰,可以在张力给定到LT的输人端附加一条前向通道。磁场控制回路由DCS800直流调速器的内部组态来实现,组成电流闭环控制的弱磁调速控制方式。直流调速器内部有一个输人端子,用其切断模拟量输人与速度环之间的联系,把张力环的输出直接作为电流环的输人,再加上前向通道,电流环输人端的这两个输人信号以前向通道为粗调,以直接张力为精调。 这种控制方式也是转矩控制,缺点在于由于张力偏差较大,只能依靠张力环来调节,如果张力环的输出跟不上卷径与励磁的变化,则会使张力调节器调节力度不够引起断纸,所以要注意张力调节器的输出范围。如果只采用直接张力控制,由于张力检测、卷径的大范围变化、磁场的变化、张力环的时间滞后等因素,系统很难稳定。利用直流调速直流调速器丰富的模块资源,实现直接与间接张力控制的结合,直接张力控制一般采用P工D控制作为微调量,而间接张力控制作为前向通道,这两个量叠加后在计算得出实时卷径及实时磁场下应有的制动电流。张力控制的组态如图4所示。 2 ABBDCS800直流调速器的控制优势 2.1通讯特性 除了串行通讯、现场总线和DDCS的通讯外,新增加了传动与传动之间的通讯方式一DCSLink通讯,这对多传动控制系统是一大突破。如图5所示。 2.2控制特性 A工口的快速速度给定,扫描周期3.3m s/2.77m s与主电源频率同步,速度调节器循环时间3.3m s/2.77m s。与主电源频率和电流调节器同步,提高了复卷机运行过程中实时惯量的快速读取与刷新,比如卷径变化、励磁变化,更加提高了控制的精确度。 2.3直流调速器可编程性是其最大亮点 它有自己的编程工具CoDeSys和15个功能块。CoD-eSys可采用IEC61131-3标准进行标准化编程,非常灵活,且适用于所有类型的控制任务,调试、编程和服务都非常简便。可提供模块数据库、配置软件和驱动器,通过现场总线接口控制所有的驱动器,通过控制特性,可以对控制单元进行快速参数配置和编程,用于简易编程以太网通讯。如果采用了ABBDCS800直流调速器,随机带有一张内存为512M的存储卡如图6所示,可以直接通过编码器将控制程序写人,虽然DCS800直流调速器的价格比同类产品价格高,但它不需配置PLC,所以节省了投资成本。  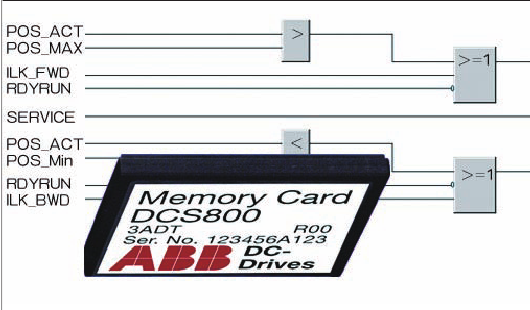 图5多个传动的监视 图6可编程储存卡 (责任编辑:妙工科技) |





