手 机:18523963297崔工
Q Q:1015646647
地址:重庆市九龙坡区石桥铺华宇名都商务楼19-1

|
ABB DCS系统在济钢焦化控制领域的应用 注意:这里的DCS系统意思集散控制系统,而不是DCS系列直流调速器。本文购买自中国知网。 摘要:简要叙述了ABB的AC800F控制系统的特点.组成结构与实现方法.并对该系统在济钢焦化)一实际应用进行了简介。 关键词:DCS:现场总线:控制系统 济南钢铁集团总公司投资建设两座JN60- 6型焦炉,以及配套的备煤、干熄焦和化产回收与精制系统,在该系统中,广泛采用了ABB AC800F型DCS系统。ABB AC800F型DCS系统是基于工业IT (Industrial IT)的控制平台,该控制系统平台基于现场总线,工厂自动化水平较高,采用开放的一体化控制器、最新技术和标准,具有信息综合,高工程效率,高级可升级的解决方案,开放的通讯,即插即用等特点。 1项目简介 济南钢铁集团焦化厂是以生产冶金焦为主的企业,为了融入世界经济洪流,济钢决定将新上的120万t/ a的两座新型环保焦炉,应用最新技术,提高自动化生产效率,同时为今后的发展打下基础。在此项目中,我们选择了ABB的AC800F:具有Industrial IT控制平台,基于现场总线的控制系统。 2系统方案与控制结构概述 AC800F系统是ABB集团推出的具有世界领先水平的全能综合型开放控制系统,融传统的DCS和PLC优点于一体,并支持多种国际现场总线标准。它既具备DCS的复杂模拟回路调节能力、友好的人机界面(HMI)及方便的工程软件,又同时具有与高档PLC指标相当的高速逻辑和顺序控制性能。系统既可连接常规I/ 0,又可连接Profibus, FF,CAN ,M odbus、等各种现场总线设备。系统具备高度的灵活性和极好的扩展性,无论是小型生产装置的控制,还是超大规模的全厂一体化控制,甚至对于跨厂的管理控制应用,都能应付自如。该系统升级 到V 6. 2版本或其以上版本后,系统容量可以达到无穷多点(超过100万个I/ 0),今后如果系统需要扩展,可直接在这个基础上增加I/ 0或现场总线仪表,利于今后的发展。 系统包括操作级与过程级,操作级包括传统控制功能,如操作与监视,归档与信息记录,趋势与报警,回路与逻辑控制功能等,为便于管理,所有功能均可在相应过程站中执行。 做为过程级是由一个或几个过程站组成,每个过程站由AC800F和扩展I/ 0 5800单元组成。过程站CPU可以配置为冗余或不冗余系统,系统具有各种I/ 0模块与现场各种类型过程信号相连接。 系统提供了两种工业标准总线。过程站总线用于PROFIBUS- DP通信;I/ 0总线用于现场I/ 0数据通信,具有较高的安全性与较强数据可靠性。 DigiNetS系统总线:( Ethernet)用于过程级与操作级,通信传输介质可以选择同轴电缆或光缆。 该系统配备了多个工程师站和多台操作员站:工程师站使用工控PC机作为工程师站(也可使用便携机作为调试设备);系统操作员站运行在工业PC机上,全中文DigiVsi、软件包基于M S Windows。NT平台,其图形操作接口增强了系统的使用与操作,此外,还可以提高PC机的外部设备指标如显示器、打印机、鼠标及键盘等使系统操作更方便,该控制系统在一台PC机上完成操作与监控,系统可扩展至100个操作员站和100个过程控制站。具体系统构成图见图1 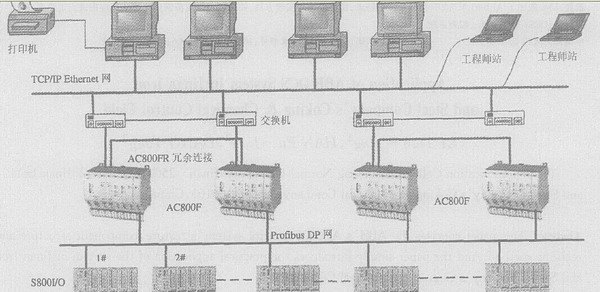 3新技术的应用与发展 1) 开放的现场总线技术 虽然该项目暂时没有用现场总线型现场仪表,为了利于用户今后的发展,我们预留了总线硬件接口。在软件方面ABB AC800F控制器ProfiBus模板支持DP V 1标准,与纯DP标准模件相比增加了对仪表的组态能力,这样无须安装各种仪表的专用组态软件,仅导入每个仪表的设备参数文件(GSD文件),就可以实现在统一的系统编程软件下对所有PA标准的仪表的参数编程组态的功能,该功能有效节省软件成本,提高工程组态的效率。 2)开放的控制功能 该系统控制器采用RISC处理器芯片,程序采用任务运行方式,每个任务都可以设定运行的周期和运行优先级。所以既可以满足复杂调节回路控制要求(一般要求控制周期较长),又可以满足快速电气开关量控制,从而一个控制器就可以覆盖工厂所有环节控制要求。 编程时预留了大量的用户自定义的控制功能块,根据今后生产的需要,用户可以自己添减功能, 而IE C61131- 3编程标准的应用,使用户只要有一些基础知识,就能很快熟悉该系统编程。 3)系统全局数据库技术 系统全局数据库核心技术即“分散存储,全局管理”。系统编程软件仅为项目生成一个项目文件,虽然每个控制器均开辟一定空间作为数据变量存储区,但在系统编程软件上仅为一个全局系统变量表操作员站与过程站之间的数据交换无须数据库的转换编程为直接存取,变量的修改与检查也是系统全局,系统的过程站与操作员站的组态为一套软件。整个工程自控部分的安装调试开车只用了两三周的时间,这是一个很重要的因素。 4)开放的T CP/ IP协议以太网技术 在操作员站、工程师站、和过程站之间我们采用以太网的方式:AC800F控制器系统通讯模板为标准T CP/ IP协议以太网模件,这样使系统无须增加设备就可以与工厂局域网连接,由于系统支持标准OPC数据交换标准,使系统与各种第三方数据库或软件的数据交换将更加容易。 5)系统易于扩展 系统软件无资源限制,用户今后如果需技术改造,新增加控制点、过程站,工程师站软件无须重新购买,编程时仅在原项目文件项目树下添加几个资源即可,方便了用户今后的系统扩展和长远发展。 6)中文界面 系统菜单,操作面板,系统字符表及系统提示信息为中文。 3. 2要有一套比较科学的绩效考核体系 在当今突出技能和绩效为主要获薪依据的情况下,绩效考核体系是否健全就显得至关重要,有两个关键环节需要把握,一是岗位目标设定要科学合理。岗位目标并不简单的等同于岗位职责,它还与企业经营战略的重点有关,会因各阶段战略重点的不同而有所侧重。目标设定不宜过高或过低,目标设置过高远远超出员工的能力范畴,会失去目标的激励作用,相反,目标设置过低也不利于激发员工潜能,调动员工的积极性。二是考核指标及权重的确定要合理。这对于员工行为具有战略导向意义,也是员工能否公平获薪的关键因素之一,必须予以重视。 3. 3要有一套比较完备的员工岗位竞争机制 不同的岗位体现着不同的价值,员工都希望能从事更高价值、更具挑战性的工作,这就需要建立一套比较科学完备的岗位竞争机制,以保证将优秀人才选拔到高价值、高薪酬岗位上来,倘若没有一套完备的员工选拔竞聘机制,就会出现高才能者从事低薪岗位工作,低才能者从事高薪岗位工作的现象,如果这种现象带有一定的普遍性,会造成员工的大范围的不公平感,在这种情况下,即使薪酬体系设计的再合理,也不会收到应有的激励效果。 3. 4要建立一套比较健全的员工培训机制 在现代薪酬设计中,越来越突出技能和绩效的重要性,员工渴望通过学习培训提高自身技能,胜任更高价值的岗位,以取得更突出的绩效,获得更高的报酬,而不论这种报酬是物质性的还是非物质性的,因此,建立完善的培训机制,不仅有助于形成良好的学习氛围,而且对推动以技能和绩效为主要获薪手段的薪酬制度的实施也具有重要的意义。 总之,企业的薪酬体系设计是一个非常复杂的过程,我们必须用系统思考的方式去对待处理设计过程中遇到的各种问题,努力使薪酬体系先进合理、符合实际,发挥应有的激励效用。 4工艺过程的实现与运行效果 根据其工艺过程将流程图画面分为:+6,7“焦炉系统”,“鼓风、冷凝系统”、“粗苯系统”、“蒸氨系统”、“溶脱系统”、“制冷系统”等多幅工艺流程图画面;在画面中我们制作了“低水熄焦”、“导热油自动控制”等动态显示画面,为了避免操作工的视觉疲劳,在画面里制作了动态软开关,水(介质)的动态流动等在画面中用软件逻辑控制,可由操作工根据需要开关。焦炉加热在焦化行业是一个关键过程,加热工艺和熄焦时间是控制的关键,我们为用户制作 了焦炉串级加热程序和低水熄焦自动控制程序,其串级加热和低水熄焦自动控制的逻辑程序在AC800F控制器中实现,用软件实现了串级/手动加热的逻辑切换,同时显示熄焦下水阀位和大小工作的时间,为用户进一步探索最佳的焦炉加热与熄焦 方式打下了基础。 我们为“再生器”、“蒸氨塔,,、“地下放空槽”、“油放空槽”等液位和“导热油出口温度”、“出管式炉温度”等温度进行了自动调节控制,由于许多调节回路的SP值(设定值)是一个不确定的数,需根据不同时期的要求不同;在PID调节与手动/自动切换的设计上,我们设计成手动时SP跟踪PV,自动时根据切换时的SP值调节工艺过程值,这样当操作工手动将工艺过程值调节到适当的时候,切换到自动及可立即以这个工艺值进行调节。以利于操作人员进一步摸索提高工作效率的方法。 当操作员站、工程师站关闭一台或全部关闭,只要过程站不停,系统不会停机;而过程站采用双机热备份的冗余方式,系统接线端子均采用进口端子,降低故障率,所以整个系统安全性很高。 (责任编辑:妙工科技) |





